| Главная » Доска объявлений » Ремонт электродвигателей |
| В разделе объявлений: 17 Показано объявлений: 1-17 |
|
После разборки дефектовку механической части производит мастер-механик, дефектовку статора - мастер-обмотчик. При дефектовке особое внимание уделяется подшипниковым узлам. В случае необходимости посадочные места восстанавливаются методом наварки/наплавки или в крайних случаях - завтуливанием.
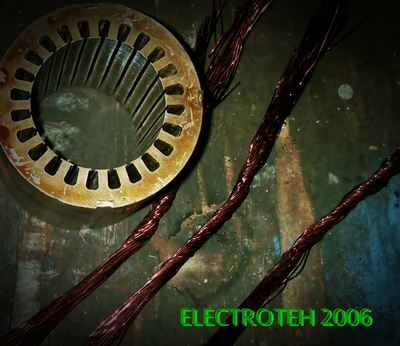
Наварка посадочного места на валу 75 kW / 1000 min -¹ На фотографии изображен вал двигателя 75 кВт / 1000 об/мин только что доставленный на участок сборки из слесарно-механического участка. В результате подклинивания переднего подшипника на валу образовалась выработка. Причина - несвоевременное техническое обслуживание. Следствие - ротор соприкасался со статором, что привело к смещению листов электротехнического железа в пазу и короткому замыканию на корпус.
Выработка в передней крышке На данной фотографии видно выработку в крышке подшипника. Причина - несвоевременное ТО. Следствие - под нагрузкой ротор притягивался магнитным полем статора и соприкасался с электротехническим железом. Именно по этой причине мы настоятельно рекомендуем нашим клиентам заказывать ремонт электродвигателей с ремонтом механической части, и присылать двигателя в сборе. Это позволит избежать различных неприятных нюансов, в итоге получить от нас более качественный ремонт и гарантию, и само-собой в итоге сократить Ваши затраты, нервы и простой оборудования. Также при дефектовке производится очистка деталей от ржавчины, закоксований и сажи.
Очистка якоря 2,2 kW / 3000 min ¯¹ На фотографии изображен ротор электронасоса, в который из-за выхода из строя сальников попала жидкость. Удаление сажи, закоксовавшейся смазки, остатков гильз осуществляется моющими эмульсиями под давлением 6-8 bar.
Статор гидротолкателя после промывки от масла При общей дефектовке осуществляется поиск места пробоя обмотки для определения причины выхода из строя электромотора.
Статор электронасоса, пробой изоляции спайки на катушку 1,5 kW / 1750 min ¯¹ На фотографии изображен статор электронасоса. Выход из строя произошел по причине плохого качества изоляции спайки, в результате пробоя замкнулись витки рабочей и пусковой катушек.
Приводной двигатель насоса 3 kW / 3000 min¯¹ Второе любимое занятие слесарей - "уронить" шайбу в обмотку двигателя. Первое - залить в борно рюмку воды, чтоб не шибко грелся. Пропитка лаком может некоторое время терпеть такие трюки, но итог - перемотка. |









|
При поступлении двигателя в ремонтный цех производится осмотр комплектации и первичная дефектовка корпуса и крепежных элементов. Разборка производится слесарем-механиком на участке сборки/разборки. 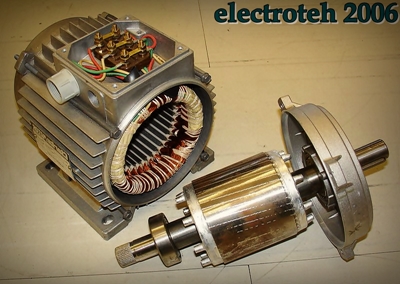 Крепёжные болты, шпильки, шпонки, детали корпуса, крыльчатка и борно помещаются в одну ячейку на стеллаже; механическая часть и статор направляются на участок дефектовки. |
|
Перед отправкой двигатели обдуваются сжатым воздухом от пыли, проверяется комплектность, прикрепляются бирки "мощность/обороты". Двигатели прикрепляются к поддонам, и размещаются на грузовой платформе таким образом, чтобы исключить их самовольное перемещение и соприкасание. Поддоны следует размещать так, чтобы максимальный вес приходился на центр платформы, для исключения бокового крена автомобиля. |
|
После сборки двигатель запускают на 10-15 минут без нагрузки, электроизмерительными клещами замеряется потребляемый ток. Затем проводится исследование корпуса на нагрев, и пуск под нагрузкой.
Контрольный запуск и измерения потребляемого тока при холостом ходу и под нагрузкой |
Просмотров: 451 |
Дата: 29.09.2012
|
|
Для придания двигателю более респектабельный внешний вид и для защиты от внешней среды, некоторые клиенты дополнительно заказывают покраску электромоторов. Перед покраской корпус электромотора обрабатывается шлифовальными кругами и обезжиривается; вал, вывода, бирка покрываются защитным покрытием. Покраска производится в отдельном помещении краскопультом высокого давления в два-три слоя. Также покраска оказывает дополнительный герметизирующий эффект на стыках крышек электродвигателя. |
|
После восстановления работоспособности всех узлов и элементов двигателя проводится его сборка слесарем-механиком на слесарном участке. Перед сборкой подшипники обязательно заполняются пластической смазкой, крепёжные болты смазываются отработанным машинным маслом во избежание коррозии резьбовых соединений. Посадка подшипников происходит методом их нагревания в масляной ванне, посадка крышек также производится "на горячую". Бить по крышке молотками чревато - чугун легко дает трещины и сколы. |
|
В процессе сушки частицы лака могут выступить за пределы паза на поверхность электротехнического железа, и образовывать застывшие капли. Если их не зачистить может происходить подклинивание ротора, что приведет к неравномерной работе двигателя, пульсирующему крутящему моменту, превышению потребляемого тока или к перегреву. Излишки лака удаляются мелким шлифовальным полотном, затем весь статор продувается сжатым воздухом.
Удаление излишков лака с поверхности электротехнического железа |
Просмотров: 495 |
Дата: 28.09.2012
|
|
В то время, как мастера обмотчики колдуют над статорами, на операционном столе слесарей производятся манипуляции над механической частью мотора. Подшипники снимаются специальными съёмниками, во избежание повреждений ротора.
Замена подшипников на валу гидротолкателя При выработке в крышках их либо наваривают, либо завтуливают. Выработка на валу убирается наваркой. |

|
Пропитка лаком необходима для защиты двигателя от влаги, и укрепления обмотки. После пропитки лаком статор становится абсолютно влагонепроницаемым.  Поперечный разрез статора На фотографии видно как лак заполняет полость паза и при запекании скрепляет проводники. После пропитки двигатель необходимо просушить. Оптимальная температура застывания лака составляет около 80-100°С. Продолжительность сушки составляет 6-8 часов для двигателей средних размеров (высота вала 150-350 мм), и 12-17 часов для крупногабаритных двигателей.  Сушка лака в печи Длительность сушки играет важную роль в технологическом процессе ремонта электромоторов. Верхние слои лака высыхают уже в первые 2-3 часа термической обработки, и может показаться что двигатель готов к сборке, но это явление обманчиво. В глубине пазов слой лака намного толще, и прогревается значительно меньше, по этому и застывает намного дольше. Если двигатель "не досушить", то резко падает качество пропитки, следовательно и ремонта. Лак без термического воздействия конечно ж досохнет, но потеряет свои свойства и крепость. По этому в процессе сушки важно соблюдать технологическое время данной операции. Нашим предприятием применяется выработанный эксперементальным путём метод сушки электромоторов с прогреванием от центра статора. Данный метод позволяет получить более качественный процесс застывания лака в глубине пазов. Также сокращается технологическое время сушки, так как сердечник статора получает максимальное количество тепловой энергии. |
|
Перед пропиткой статора лаком необходимо тщательно проверить все параметры обмотки и изоляции. Для проверки изоляции используется мегомметр (1000 МОм), для проверки обмотки - мультиметр.  Статор гидротолкателя На фотографии проверка изоляции статора гидротолкателя мегомметром. Показания прибора - 1000 МОм.  Статор гидротолкателя На фотографии проверка омического сопротивления фаз. Показания прибора - 72,3 Ом. |
|
Перед установкой пазовых клиньев следует усадить закладные прокладки изоляции специальным приспособлением - сапожком.
Присадка закладных Клинья должны быть соответствующей формы и определённой толщины, чтобы плотно зафиксировать проводку в пазу и не передавливать витки. Слишком слабая посадка клина может привести к его выпадению и заклиниванию ротора, слишком тугая - к повреждению изоляции и проводников. Клинья служат для плотной фиксации витков катушек в пазу. Также клинья играют немалую "спасательную" роль от деформации электротехнического железа при соприкосновении с ротором. После установки пазовых клиньев можно приступать к бандажированию лобовой части обмотки. Для бандажирования, как правило, используется киперная лента различной ширины, а также шнуры из различных прочных и изоляционных материалов.
Бандажирование лобовой части лентой шириной 15 мм 3 kW / 960 min ¯¹ Суть бандажирования заключается в том, чтобы стянуть катушки так, чтобы исключить их перемещение в процессе работы двигателя.
Бандажировка лобовой части 22 kW / 980 min¯¹
Установка клиньев в пазы и бандажирование лобовых частей обмотки |
Просмотров: 747 |
Дата: 22.09.2012
|




|
Перед началом составления схемы подключения катушек следует подготовить изоляционные материалы и выводные кабели. На концы и начала катушечных групп надеваются изоляционные кембрики, зачищается эмаль и делается скрутка. Скрутки в зависимости от мощности двигателя либо спаиваются, либо свариваются. Затем места соединений также изолируются.
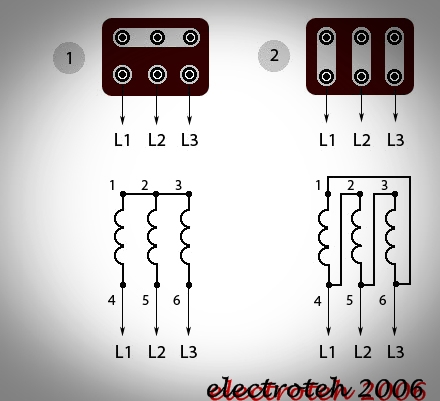
При соединении трёхфазного электродвигателя звездой концы его статорных обмоток сводятся вместе, соединяясь в одной точке, а на начала обмоток подаётся питание (рис 1).
Электродвигатели с обмотками, соединёнными звездой работают намного мягче, чем электродвигатели с соединением обмоток в треугольник, но нельзя не отметить, что при соединении обмоток звездой двигатель не способен выдать максимальную мощность. Если соединить обмотки треугольником, двигатель выдаст полную паспортную мощность (приблизительно в 1,5 раза выше, чем при соединении звездой), но значения пусковых токов будут высокими. |

|
Загильзованный статор электродвигателя подается мастеру-обмотчику на участок укладки обмотки. Секции катушек изготавливаются на намоточном станке с использованием многоступенчатых шаблонов нескольких типоразмеров.
Малые ручные намоточные станки для намотки секций двигателей до 250 габарита
Рис. 1. Различные виды обмотки статора асинхронных электродвигателей На рис. 1, а) показана обмотка статора асинхронного электродвигателя. У этой обмотки каждая катушка состоит из двух проводников. Обмотка, состоящая из трех катушек, создает магнитное поле с двумя полюсами. За один период трехфазного тока магнитное поле сделает один оборот. При частоте 50 Гц это будет соответствовать 50 об/сек, или 3000 об/мин.
Укладка катушек 22 kW / 980 min¯¹ |


|
После того как электротехническое железо приведено в порядок, в пазы статора можно устанавливать изоляционные гильзы. Гильзы должны соответствовать ряду определённых требований для качественного ремонта и надёжной работы электродвигателя. Наиболее оптимальным изоляционным материалом является стекловолокно. Основными преимуществами стекловолокна являются его термостойкость, высокие изоляционные показатели и более высокий уровень дальнейшей ремонтопригодности двигателя. При удалении обмотки гильзы из стекловолокна меньше всего прилипают к стенкам паза, и как правило, удаляются полностью без дальнейшей дополнительной химико-механической обработки паза, что негативно сказывается на длительность нахождения двигателя в ремонте. Недостатками стекловолокна являются более высокая стоимость и неудобство в работе. При удалении гильз из стекловолокна необходимо пользоваться средствами защиты рук и дыхательных путей.
На рисунке изображена зона паза, которая должна покрываться гильзой. Более короткие гильзы могут привести к короткому замыканию на корпус двигателя, более длинные опасны тем, что при укладке всыпной обмотки, особенно тонким проводом, часть витков может попасть между гильзой и стенкой паза. Также высокие гильзы могут соприкасаться с ротором двигателя. Изоляционная гильза должна в точности занимать в пазу зону, выделенную желтой линией. |

|
При дефектовке электротехнического железа особое внимание следует уделять краям пазов на предмет наличия острых заусенцев. Заусенцы опасны тем что при укладке всыпной обмотки могут повредить эмаль проводников, тем самым образовав место потенциального виткового замыкания. Заусенцы удаляются мелкими алмазными надфилями без негативных последствий для электростали.
Удаление задиров и заусенцев Также следует удалить всю сажу, ржавчину и прочий мусор из пазов перед укладкой гильз и обмотки. Затем следует осмотр листов электростали на наличие деформации в глубине пазов. Деформация возникает в следствии выхода из строя подшипниковых узлов; уменьшается воздушный зазор между ротором и статором, и при работе электромотора бочонок ротора притягивается к статору и соприкасаясь вызывает смещения листов электротехнической стали. В итоге повреждаются проводники в пазу и образовывается короткое замыкание на корпус двигателя.
Устранение деформации сердечника в пазу
Статор двигателя после рихтовки электротехнического железа Это явление также опасно тем что в электромоторах высокой мощности может вызвать серьёзные повреждения электростали (прожиги листов, наплавление меди в глубине паза).
Дефект сердечника 75 kW/1500 m
Прожиг листов 75 kW / 1500 m¯1
Наплавление меди 75 kW / 1500 m¯1 Если наплавленную медь вполне возможно удалить парой хитрых приёмов пары умелых рук, то прожиги пакета пластин ведут к существенному приближению списания электродвигателя. |







|
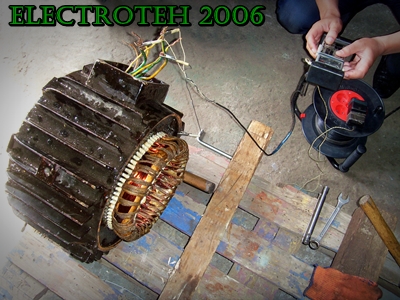
Для обеспечения безопасного удаления обмотки производится удаление лобовой части, затем нагрев статора до температуры 100-120°С. После достижения оптимальной температуры, захватами извлекаются все катушки вместе с гильзами.
Извлечение катушек 5,5 kW/1480m¯¹
Удаление обмотки 2,2 kW / 1500 m¯¹ Остатки гильз удаляются из пазов химико-механическим способом.
Удаление остатков гильз После извлечения обмотки статор направляется в зону дефектовки. |


|
В случаях, когда мест пробоев невидно, обмотка проверяется на наличие замыкания на корпус двигателя, на обрыв проводников, на наличие витковых замыканий и на омическое сопротивление фаз.
Проверка корпусной и межфазной изоляции мегомметром
Проверка обмотки прибором ИДО на наличие витковых замыканий В зависимости от результатов дефектовки принимается решение о возможности проведения текущего ремонта. Текущий ремонт применяется только в случае 100% возможности восстановления полной работоспособности двигателя. Применение текущего ремонта позволяет сократить время пребывания двигателя в ремонте, тем самым снизив простой Вашего оборудования и уменьшить затраты на ремонт. |